钢直尺检定(三等规范金属线纹尺)的读数技巧
日期:2022-05-04 08:46:00 点击量:4464次
用三等规范线纹尺所附的7X放大镜估读出被检尺刻度误差,具体读数如下图所示:
图像上方为0.2mm分度的三等规范金属线纹尺,下方为1mm分度的被检钢直尺(经验所得钢直尺一般线纹宽度在0.2mm左右)
图一中被检尺目的刻线中心与三等规范线纹尺30cm处规范刻线严格对齐,所以偏差估读为0.00mm。
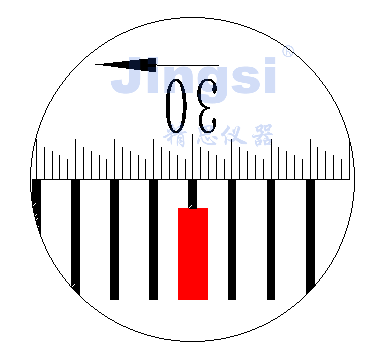
图1
图二中被(bei)检尺效果刻线咨询中心与三等标准(zhun)(zhun)化线纹💜尺30cm处标准(zhun)(z🅰hun)化刻线略(lve)往右(you)边摆动(dong),所有误差值估读为-0.05mm。
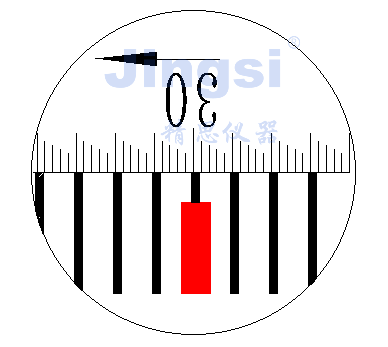
图2
图三中被检尺目的刻线中心刚好与三等规范线纹尺30cm处右侧间隔对齐,所以偏差估读为-0.10mm。
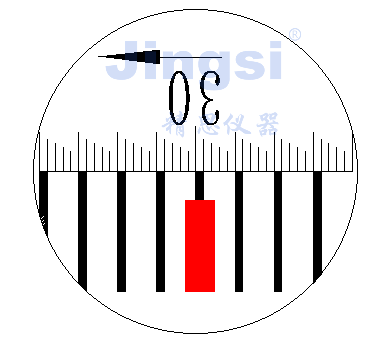
图3
图四中被检尺的刻线主对三等规范化线纹尺30cm处左侧间隔时间主稍微右移,全部偏差值估读为-0.15mm
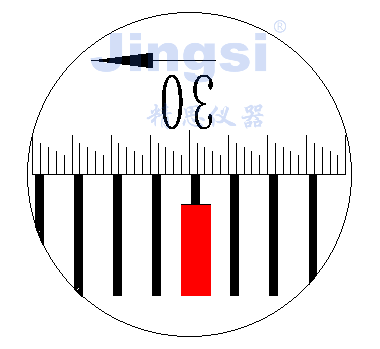
图4
图五中被检尺最终目的刻线中心局居中三等规则线纹尺30cm处左边1、根线纹,但是误差估读为-0.20mm
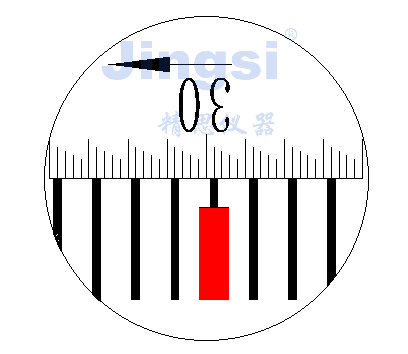
图5
被检尺目的刻线中心若相对三等规范线纹尺30cm(目的线纹)处靠左,读数同理。

下一条:钢直尺检定过程讲解